There are many ways to cut veneer and each method produces a unique look in the pattern of the grain. At M. Bohlke Veneer, we offer all the types of wood veneer cuts that are available. We also use exclusive production techniques and machines that we developed and patented. For example, we place flitches for slicing on special vacuum bed flitch tables, which hold the flitches securely in place using only air suction. This technique has greatly improved our manufacturing quality over conventional hydraulic “dog” clamps that other manufacturers use. It has also increased our yield per log, flitch exchange time, safety and has eliminated “shim” sheets. This is only one of many advances we’ve made in our manufacturing processes.
The benefits for you are two-fold. First, you can count on superior quality wood veneer from M. Bohlke Veneer and second, our higher yields assure competitive pricing for your purchases.
Here are the most common types of wood veneer cuts for production:
Lathe Peeling or Full Round Rotary Slicing
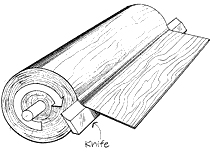
In rotary slicing, a whole round log is mounted on a lathe and turned against a blade. Rotary cutting or “peeling” of a log produces a continuous sheet of veneer as if the tree were being “unrolled”. This is the most economical method of cutting. Veneer cut this way varies in pattern as it cuts through the successive layers of growth rings. Rotary cut veneer can be wide enough to produce full-sheet (single piece) faces. This method, however, does not lend itself to creating matching faces, due to the inconsistency of the grain patterns.
This method is also used for burls and uniquely figured species such as Birdsye Maple and Sapele pommele. In order to achieve veneer sheet sequences, we score the log or burl at one point. Sheets begin wide and gradually get narrower as the blade cuts closer to the logs and burls heart.
For all veneers that will not be rotary sliced, the logs are sawn into halves, thirds, or quarters or more.
Half-Round Slicing
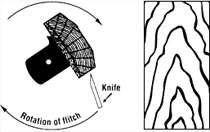
With half round slicing, a half, third or quarter of a log is attached to a plate on a lathe and turned. This method adds width to an otherwise narrow log by increasing the radius of the cut. Half-round slicing is used to accentuate the variegated grain in certain woods. However, it can also be used to achieve a flat- or plain-sliced veneer appearance.
Plain Slicing
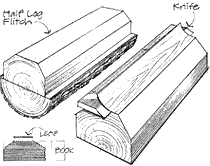
In plain slicing, the most common process for fancy veneer manufacturing, a half, third or quarter of a log (the flitch) is mounted on the vacuum flitch table with the heart away from the blade. The cut is then made with the blade parallel to the length of the log. Flat slicing or plain slicing produces consecutive leaves of veneer and produces the standard appearance of veneer (the “cathedral” or flame shaped arch) that exemplifies plain sliced cherry, ash, oak and other species. This cut of veneer is ideally suited for wall panels, doors and furniture because of the consistency in its grain, and the ability to match sequences of leaves.
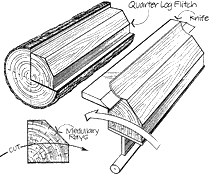
Quarter Slicing
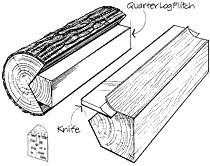
In order to achieve veneer with a very straight grain, quarter sliced veneer is often specified. The quarter of a log is mounted on the vacuum flitch table so that the growth rings are perpendicular to the cutting blade. Quartered leaves are cut consecutively, are narrower than plain sliced, and are easily matched. This cut requires the largest diameter of logs. However, quartered white oak is often sliced specifically for its appearance of a distinct “flake” marking – which is actually created by the veneer knife bisecting prominent radial patterns in the tree, called medullary rays.
Rift Slicing
Rift slicing also achieves a straight grain pattern, but avoids the appearance of “flake” that occurs in some species when quarter sliced. This type of cut uses a “stay log lathe,” cutting the wood with a rotary action. A quarter of the log is fixed to a plate on a turning stay log. As the flitch is rotated, the blade and angle can be varied so that the wood is cut exactly to produce the very straight rift grain. Most often, this method is used with oak. Other species such as rift-cut maple, walnut and cherry can be specified to be rift cut to achieve wider sheet widths. Since rift grain is generally the straightest and free from cathedrals and variations in grain, it is used to enhance verticality, and is easily sequenced and matched.
Every door, panel, or cabinet face with natural wood veneer on it will have a look all its own as no two trees are alike. You can keep some control over what they look like by choosing the method of leaf-to-leaf layout that you want to see, giving you more design consistency over a whole project. Book Matching is the industry standard.
Here are the ways to match veneer leaf-to-leaf:

Book Match
Every other leaf is turned over as if they are the facing pages within a book. This is the most common match with Flat Cut (or Plain Sliced) veneer.

Slip Match
Consecutive leaves are slipped out side-by-side, and are not turned over end-to-end.
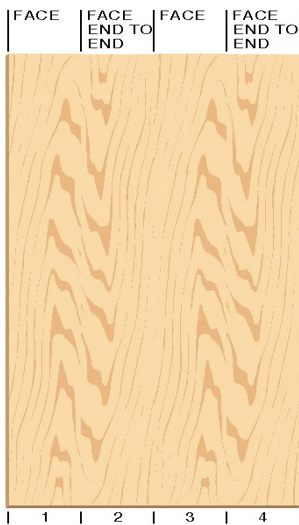
Swing Match
Slip and Swing is shown here (also called Reverse Slip Match). Every other leaf is turned end-to-end. This is used primarily on horizontal surfaces.
Barber-Poling (Metamerism)
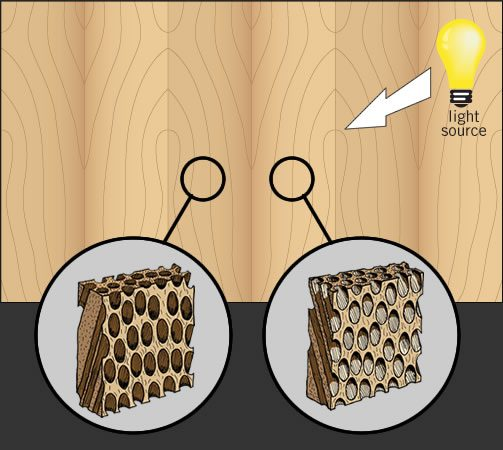
In Book Matched veneer, every other leaf is turned face down, exposing alternating tight-sides and loose-sides. In many species, this naturally gives the illusion of a “dark leaf, light leaf, dark leaf, light leaf” effect. This is known as Metamerism or “Barber-poling”. Often, staining will diminish the effect, but can remain quite visible. Most “stock” doors and panels are Book Matched. By specifying “slip matched” faces, the overall shading effect appears more even.